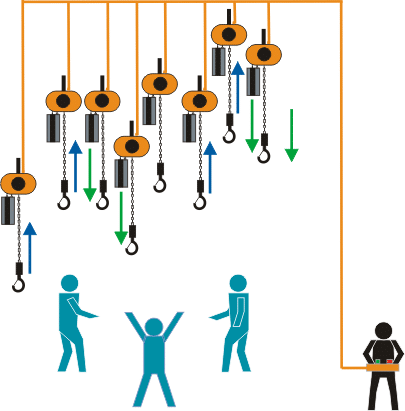
Nach VBG C1 ist es erheblich, welche Lastart gefahren wird. Demnach sind verschiedene Zusatzausstattungen nötig, wie z. B. Gruppenabschaltung, Unterlastabschaltung oder Synchrone Gruppenfahrt, die hauptsächlich über frequenzgeregelte Antriebe realisiert wird. Je nach Ausstattung dieser geforderten Zusatzausrüstung variiert der Preis eines Kettenzugs um ein Vielfaches. Aber auch die Funktionen wie Positions- und Zielfahrten bis hin zu den für komplexe Bewegungsabläufe benötigen Komponenten verursachen einen erheblichen Preisunterschied. Personen unter Lasten bei komplexen Bewegungen in mehrere Richtungen erfordern mehr als nur eine Kontrolle ausschließlich über Sichtkontakt. (Bild: Herbert Bernstädt)
Weiter muss man die Bewegungsdynamik betrachten. Antriebe mit Frequenzumrichter (FU) können in einem weiten Stellbereich die Geschwindigkeit variieren. Die wird einmal szenisch genutzt oder ist notwendig, um eine Last, die auf mehr als drei Züge verteilt ist, gleichmäßig (synchron) zu verfahren. Der FU regelt die Differenzen aus. Kettenzüge mit zwei Festgeschwindigkeiten sind ideal, um Lasten mit kleiner Geschwindigkeit sanft anzuheben oder beim Ablassen exakt in die Position zu manövrieren. Mit der zweiten schnellen Geschwindigkeit kann dann das Objekt rasch im Schürboden verschwinden. Für Personenbeförderung muss der Kettenzug über einen Notablass bei Stromausfall verfügen und als Leuchtenhänger muss nach DIN 15560-46 das Tragmittel mindestens zweifach vorhanden sein.
Anzeige
Bandzug der auch Schrägzug erlaubt, Einsatz unter anderen bei Holliday on Eis, um Eisläufer im Lauf anzuheben und abzulassen. Hier ist der Zug ohne Gehäuse, die rote Blende verdeckt den Eingriff für eine Kurbel, um bei Stromausfall die Winde mit der Person wieder ablassen zu können. Gleichzeitig sorgt die Blende dafür das der Zug beim einsatz der Handkurbel stromlos ist. (Bild: Herbert Bernstädt)
Es folgen nun die Komponenten die notwendig sind, um bestimmte Funktionen an Punktzügen zu realiesieren um entsprechende Anforderungen zu erfüllen. Da viele Wege nach Rom führen wird hier versucht die Vor und Nachteile der einen oder anderen Lösung näher zu bringen.
DIN 56950 Maschinentechnische Einrichtung ersetzte DIN 56925 (Punktzüge)
5.2.7 Dynamisch selbsthemmendes Getriebe oder zwei unabhängig wirkende Sicherungseinrichtungen (Bremsen)
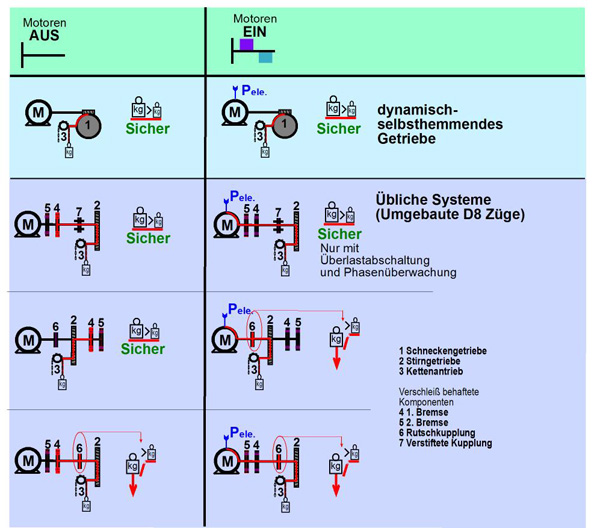
Eine heftige dynamische Belastung, verursacht durch das Einfallen von Bremsen, kann z. B. mit bremsfreien Systemen, die ein dynamisch selbsthemmendes Getriebe aufweisen, vermieden werden. Außerdem sichert ein dynamisch selbsthemmendes Getriebe das Halten der Last, selbst bei nachträglich eingebrachter Überlast, zu jedem Zeitpunkt. Ein Durchrutschen wird durch das stärkere Versperren des Getriebes wirkungsvoll verhindert. Bei einem Not-Aus fallen keine Bremsen ein und verursachen damit auch keine extremen dynamischen Spitzenbelastungen. Das dynamisch selbsthemmende Getriebe läuft immer sanft aus. Aber auch der Betriebskomfort in Bezug der Geräuschentwicklung ist hier ideal. Wird der Zug während einer Show verfahren ist das berüchtigte Bremsklacken konventioneller Lösungen nicht zu hören. Und nicht zu vergessen, keine verschleißbehafteten Komponenten wie Bremsen oder Rutschkupplung.
TÜV geprüfte Getriebebruchsicherung
Das dynamisch selbsthemmende Getriebe mit patentierter Getriebebruchsicherung – Z.B. das von ASM verwendete Schneckengetriebe von Tornado weist neben dem Schneckenrad noch ein Pilotrad auf. Das Pilotrad wird mit dem Schneckenrad von der Spindel angetrieben. Sollte aus irgendeinem Grund ein Bruch auftreten, so verdreht sich das Pilotrad zwangsläufig und Haltebolzen werden in Stoppkammern getrieben. Das Getriebe versperrt. Somit ist selbst bei Getriebebruch ein sicheres Halten gewährleistet.
Gehäuse des Schneckengetriebes. Die Vertiefungen um den Wellendurchlass dienen als eingrifskammern falls die Getriebebruchsicherung beim auslösen Ihren Dorn ausfährt und mit einschlagen in die Kammer damit eine weitere Drehung blockiert wird. (Bild: Herbert Bernstädt)Zahnrad und Schnecke des dynamisch selbsthemmenden Getriebes. In der runden Vertiefung des Zahnrades erkennt man eine Feder. Auf Ihr wird ein Bolzen gesetzt, der Im Fehlerfall in die Kammern des Gehäuses getrieben wird. (Bild: Herbert Bernstädt)Ein weitere Zahnradscheibe (Pilotrad) wird auf das Zahnrad gelegt. Durch die Öffnungsmaske wird der Sicherungsbolzen in Ausgangsposition gehalten. Die Zahnung von Zahnrad und Zahnscheibe laufen übereinander. Sollte nun das Schneckengewinde bruch erleiden oder das Zahnrad der Zahnscheibe zähne ausbrechen, dann verschiebt sich die Zahnscheibe zum Zahnrad. Die folge ist das die Kulisse der Zahnscheibe den Bolzen freigibt der durch die Feden nur in die Kammer des Gehäuses schnellt und damit die Bewegung stoppt. (Bild: Herbert Bernstädt)Man erkennt hier deutlich wie die Zahnscheibe beim verrutsche zum Zahnrad den Bolzen freigibt (Bild: Herbert Bernstädt)
Alternative zum dynamisch selbsthemmenden Getriebe ist ein System mit Bremse und redundanter Bremseinheit.
Zwei theatertauglichen Bremsen. Die Bremsen sollen hintereinander einfallen, damit eine Betriebliche Abnutzung nur auf einer Bremse stattfindet und die zweite Bremse als redundantes System immer funktionsfähig bleibt. (Bild: Herbert Bernstädt)
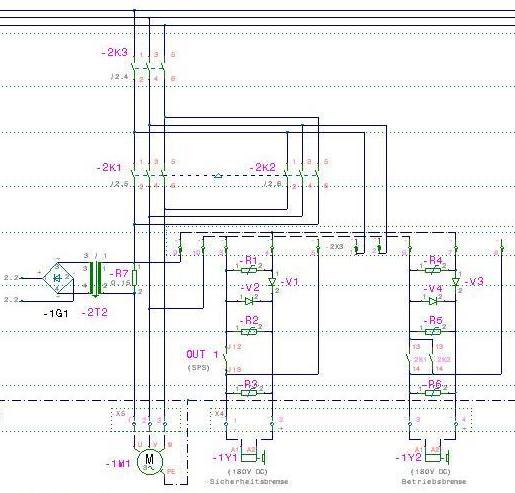
Das folgende Bild zeigt die Diodengleichrichter-Platine mit den blauen Varistoren. Varistoren haben die Aufgabe, die Spannungsspitzen zu bedämpfen, die durch das Unterbrechen des Stromkreises auftreten, wenn die Bremsen einfallen sollen. Da die Bremse elektrisch eine Spule darstellt, wird beim Öffnen des Stromkreises wie beim Unterbrecherkontakt im Auto auch eine hohe (Zünd) Spannung induziert, welche die Gleichrichterdioden belastet. Oftmals ist der Grund einer Betriebsstörung der Ausfall des Gleichrichters für die Bremsen.
Schutzbeschaltung mit Varistoren. Wenn Bremsen stromlos geschaltet werden erzeugt die Spule des Elektromagnen der die Bremse offen hält, eine Spannungsspitze. (Bild: Herbert Bernstädt)
Zum vergleich eine typische Bremse eines BGV D8 Motors (CM) (Bild: Herbert Bernstädt)
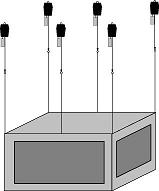
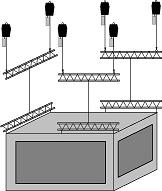
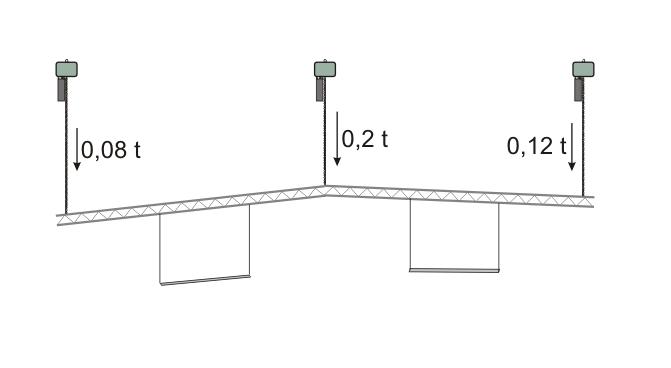
Eine sorgfältige Planung und die Übersicht zum Ganzen kann dabei erheblich Kosten und Aufwand einsparen helfen. Ist z. B. ein Videowürfel von 5,5 Tonnen zu heben, so ist der erste Gedanke meist „Flächenlast an mehr als drei Zügen“ (6 Stück Eintonner). Es wird nach Durchführungsanweisung für szenische Fahrten eine Synchronfahrt mit Gruppenabschaltung benötigt. Würde man dagegen den Würfel an drei Punkten befestigen und an jedem dieser Hängepunkte eine Ausgleichswaage anbringen, die Wegeschwankungen von zwei Kettenzügen ausgleichen kann, so handelt es sich jetzt um den Lastfall „Flächenlast an drei Zügen kombiniert mit Streckenlast an zwei Zügen“. Jetzt wird nur noch die Zusatzausstattung Asynchronfahrt mit Gruppenabschaltung, Reset über Synchronpunkt und Schlafseilerkennung benötigt, was bis zu 1/3 der Kosten senken kann. Auch in diesem Fall spielt die Dynamik eine große Rolle. Sind die Hängepunkte der Dachkonstruktion bereits nahe am Limit, so wäre bei Antrieben ohne Frequenzumrichter der Einsatz von einem System mit selbsthemmendem Getriebe von Vorteil, da die dynamische Belastung von einfallenden Bremsen wesentlich höher ist als das sanfte Auslaufen eines dynamisch selbsthemmenden Getriebes.
BGV C1 Motoren mit Frequenzumformer für Synchronfahrt erforderlich (Bild: Herbert Bernstädt)
mit dieser Zwischenkonstruktion reichen BGV C1 Motoren mit Asynchroner Gruppenabschaltung (Bild: Herbert Bernstädt)
Muss man dennoch eine starre Flächenlast an mehr als drei Zügen heben, ist besonders die maximale Störfalltoleranz zu beachten. Denn was nutzt die erfolgreiche Notabschaltung, wenn nicht sichergestellt ist, dass die Antriebe nicht über einen tolerierbaren Weg herausfahren und somit doch die Hängepunkte überlastet werden.
So sind neben den offensichtlichen Parametern, wie Geschwindigkeiten, Lastaufnahme und Hubhöhe, die im Umfeld des Einsatzorts gegebenen Rahmenbedingungen, wie dynamische Belastbarkeit der Hängepunkte oder Biegebeanspruchung der Last und deren maximal zulässige Wege-Toleranz zwischen den Hängepunkten, noch unbekannt. Hier kann ein Fachplaner und oder Statiker für das Projekt die Daten nennen. Eine Rigging-Fachkraft oder ein Bühnenmeister kann über die BGV C1 Durchführungsanweisung „Bereitstellung und Benutzung von Punktzügen (SP 25.1/2-1)“ für den entsprechenden Lastfall die benötigten Ausstattungsmerkmale des Kettenzugs benennen.
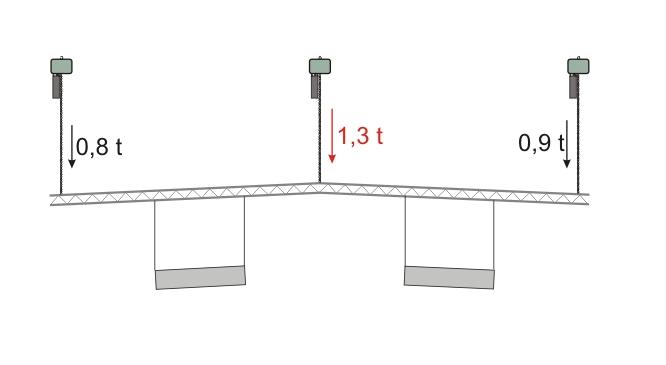
Ist die zu hebende Last recht nah an der Belastungsgrenze wird bei ungleichem Zug eine Überlastung des Zuges schnell angezeigt bzw. kann die eingebaute Überlasterkennung die Gruppe abschalten. (Bild: Herbert Bernstädt)Ist die zu hebende Last sehr klein gegenüber der Leistungsfähigkeit des Zuges, wird bei ungleichem Zug eine Überlastung des Zuges nicht erkannt, so dass das angeschlagene Material immer stärker beansprucht wird und evtl. es zum Bruch kommen kann. Hier helfen nur Lastmessysteme die man genau auf den Lastfall einstellt, denn den Überlastschutz eine Kettenzuges selbst wird man nicht jedesmal verstellen. (Bild: Herbert Bernstädt)
Bleibt noch die Vorzüge der ergonomischen Bedienung anzupreisen und das Durchspielen von „worst case“ Havarie-Szenarien. Was Passiert wenn sich ein zug oder eine Gruppe von Zügen sich nicht mehr bewegen läßt. Was sind die Komponenten die ausfallen könnten, wie kann man dann dafür sorgen das die Motoren dennoch arbeiten um zumindest die Bühne wieder freiräumen zu können. Daraus wird ein Pflichtenheft erstellt, auf Grund dessen ein System guten Gewisses angeboten werden kann.
DIN 56950 Maschinentechnische Einrichtung
7.7.4.2 Schutz bei Ausfall der Fahrbereichsbereichsbegrenzungen:
Endschalter
Notendschalter müssen zwangsläufig, formschlüssig und nach dem Ruhestromprinzip arbeiten.
Elektronische Schalter und Messeinrichtungen sind in ihrem Sicherheitsniveau mechanischen Schaltern gleichzusetzen.
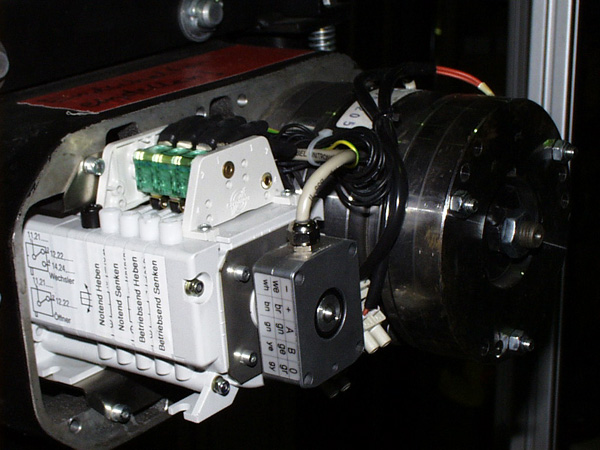
Amtliche Lösung: ein TÜV geprüfter Getriebeendschalter der Firma Stromag. Mit den weißen Stellschrauben verstellt man: – Betriebsende Oben – Betriebsende unten – Notende oben – Notende unten Die schwarze Stellschraube verdreht den gesamten Revolver. Der Getriebeendschalter ist auch mit sechs Stufen für Zwischendeckeneinfahrten erhältlich. (Quelle: Stromag) (Bild: Herbert Bernstädt)
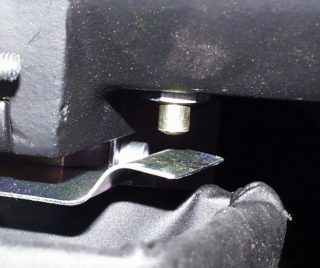
Betrachtet man bei dieser 4-Spur-Endschalterlösung die Schlitzschrauben, so muss man erkennen, dass diese nicht gesichert sind. Alleine durch das Lösen können die Schalter von der Noppe weggedrückt werden, ohne dass ein Schaltimpuls ausgelöst wird. (Bild: Herbert Bernstädt)
Im folgenden Bild wird über das große Zahnrad rechts im Bild eine Welle angetrieben über der ein Feingewinde befindet.
Zwei Flachscheibenmuttern befinden sich auf dem Gewinde. Da Diese Muttern sich nicht drehen können weil Sie von einem Blech in Ihren Nuten gehalten werden, verschieben sich die Scheibenmuttern je nach Motordrehrichtung nach rechts oder Links. An den Seiten sind Schalter montiert. Wenn die Scheibenmutter zum Schalter hin gedreht wurde, wird mit dem Schalter die Endposition angezeigt. Durch hochklappen des arretierungsbleches kann mna die Scheibenschrauben leicht verstellen bzw. neue endpositionen festlegen.
Diese Schalter sind nur als Betrieb oben und Betrieb unten ausgeführt, was für einen Kettenzug, der nicht den Anspruch auf BGV C1 hat, auch vollkommend ausreicht. (Bild: Herbert Bernstädt)
Ein Anschlagteil auf der Kette drückt beim Einzug der letzten Zentimeter auf ein Blech das wiederum einen Taster betätigt. Die Gefahr ist, dass nach dem Transport das Blech verbogen sein kann. Der Schalter kann nicht mehr betätigt werden. Auch handelt es sich hier nicht um das Ruhestromprinzip. (Bild: Herbert Bernstädt)
Lasterfassung
DIN 56950 Maschinentechnische Einrichtung
7.7.4.3 Schutz bei Überschreiten der Nennbelastung – 1,2-facher Wert, in Gegenrichtung darf gefahren werden.
Kettenzüge nach BGV D8 arbeiten in der Regel mit einer Rutschkupplung, die eine Überlast und damit das Sprengen der Kette wirksam verhindert. Bei Kettenzügen, die als BGV C1 umgebaut werden, ist es von Prüfer zu Prüfer sowie von Kettenzug zu Kettenzug unterschiedlich ob ein Verstiften der Rutschkupplung verlangt wird. Damit die Last oder für die Zusatzausstattung Unterlasterkennung das Schlaffseil richtig erfasst und gegebenenfalls einer Steuerung übermittelt werden können, gibt es folgende Möglichkeiten:
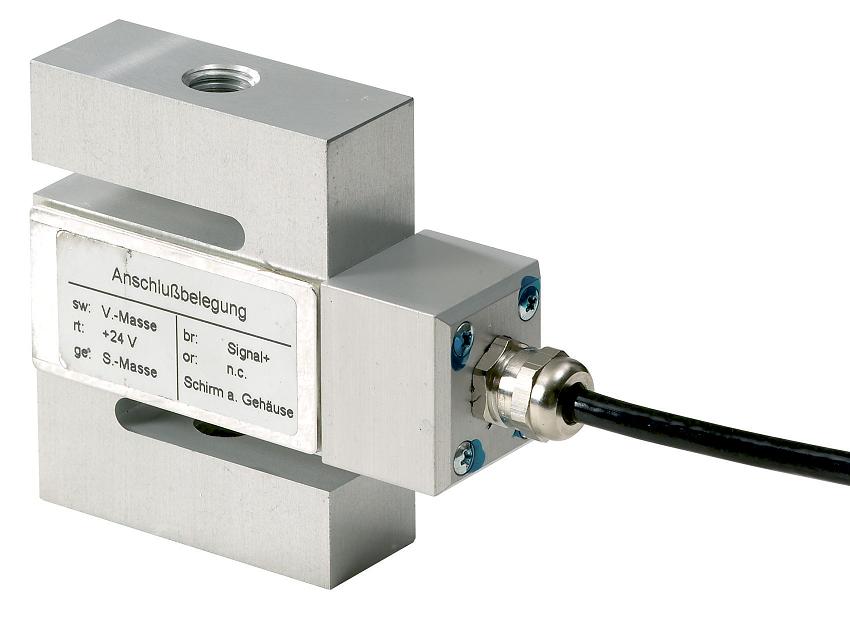
Über Dehnungsmessstreifen mit kontinuierlicher Werteübermittlung können über eine geeignete Anzeige und Auswertung bereits im Vorfeld geeignete Gegenmaßnahmen eingeleitet werden. Dieser Wert ist jederzeit abrufbar und insbesondere für Hallen mit viel Gastspielbetrieb ideal, um Beschädigungen durch Überlastungen am Gebäude vorzubeugen.
Mit einem Dehnungsmesstreifen werden die Wiederstandsänderungen hervorgerufen durch Längenänderung welche durch den Frafteinfluss entstehen dedektiert werden. (Bild: Herbert Bernstädt)
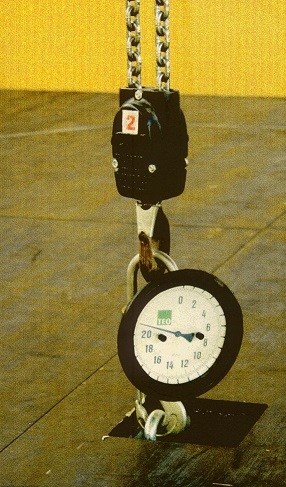
Ein Federwaage-Messsystem mit Schaltkontakt. Dieses System muss vor Ort eingestellt werden und hat nur Schaltzustände. Ein Ablesen der aktuellen Last ist nicht möglich. In dieser Ausführung wird das Gewicht der gesamten Kette mit berücksichtigt – sprich wie der Hängepunkt belastet wird. Befindet sich das Federwaage-System z. B. am Getriebe, wird nur die Last berücksichtigt. Eine Kette, die im Kettensack liegt, findet keinen Einfluss.
Mit einem Feder-Wage System drückt die Überlast auf einen schalter der damit die Überlast wirkungsvoll signaliesiert. (Bild: Herbert Bernstädt)Feder Wage Meßsystem mit Schaltkontakt Aufsicht. (Bild: Herbert Bernstädt)
Das Messen des Betriebsstroms des Antriebs: Dabei hat die Praxis gezeigt, dass beim Messverfahren über den Betriebsstrom große Schwankungen aufgrund der Betriebs- und der Außentemperatur vorliegen. Außerdem kann die Strommessung nur arbeiten, wenn der Motor in Betrieb ist. Ein Aufsetzen von anderen verfahrenden Objekten im eigenen Stillstand wird nicht erkannt. Auch das nachträgliche Einhängen in das Rigg und dem evtl. Überschreiten der Überlast wird von diesem System nicht erkannt, da der Motor keinen Fahrbefehl erhält und damit der Motorstrom 0 ist – sprich keine Last oder vielmehr keine Lastangabe geben kann. Weiterhin ist das Modul wie hier von TELES mit einer Genauigkeit von +/– 5 % angegeben. Bei einer Tonne sind dies immerhin 100 kg Abweichung und dabei sind mechanische Faktoren wie warmes Getriebeöl nach Langzeitbetrieb noch nicht berücksichtigt. Außerdem muss vor dem Auslösen bei Überlast noch eine Totzeit abgewartet werden, da bei bremsenbehafteten Motoren der dynamische Faktor von ca. 1,4 beim Anfahren und Abbremsen abgewartet werden muss, danach sind noch die dynamischen Schwankungen zu mitteln, um auf die statische Last zu schließen. Der Ort der Lasterfassung ist zu unterscheiden, ob das Gewicht der Kette, die im Kettensack nicht aktiv am Heben beteiligt ist, Einfluss auf die Messung hat oder nicht.
Natürlich entspricht der benötigte Strom zum heben der Last der Last. Aber die Toplleranzen zu Kalten und Warmen Zustand sind dabei zu Hoch um genauere Schwellenwerte definierren zu können, weiterhin signaliesiert das System nur Überlast bei verfahren selbst. (Bild: Herbert Bernstädt)
Eine zuverlässige Wegerfassung wird nicht nur für den Betriebskomfort (um den Kettenzug auf ein exaktes Ziel zu fahren, weiter sogar dieses abzuspeichern und beliebig oft zu reproduzieren) benötigt, sondern ist bei bestimmten Zusatzausstattungen sicherheitsrelevant.
DIN 56950 Maschinentechnische Einrichtung
7.7.4.7 Schutz bei Überschreiten der Gleichlauftoleranzgrenzen
DIN 56950 Maschinentechnische Einrichtung
7.7.4.8 Stillsetzen bei Überfahren von vorgegebenen Zielpunkten
Diese folgende Funktion wird erst bei Lastfällen mit Zusatzausstattung Z3 nach BGV C1 sowie Fahrmodus Synchrone Punktzuggruppenfahrt notwendig.
DIN 56950 Maschinentechnische Einrichtung
7.6.3.2 Synchrone Gruppenfahrt
Vor Beauftragung einer Anlage sollten die Parameter der vertretbaren Gleichlauftoleranz sowie insbesondere die maximale Störfalltoleranz definiert sein. Die maximale Störfalltoleranz gibt an, wie weit die einzelnen Züge selbst in einem Störfall auseinanderdriften können. Bei einem weiträumigen Traversensystem mögen z. B. 10 cm durchaus keinerlei kritischen Auswirkungen hervorrufen, aber bei einer starren Stahlkonstruktion ruft in einem Störfall die gleiche Abweichung Kräfte hervor, die weit außerhalb des Tolerierbaren liegen können. Deshalb ist eine schnelle exakte Wegmessung genauso wichtig wie eine Steuerung, die diese Werte schnell genug überprüfen kann. Erst dann ist eine kleine Störfalltoleranz möglich. Dabei spielt natürlich die Geschwindigkeit der Fahrt eine erhebliche Rolle und ist der Grund weshalb in der Bühnentechnik mit den Winden die mit 1,2 m/s verfahren erheblich mehr Aufwand getrieben werden muss, um eine akzeptable und sichere Berechnung durchzuführen, als bei langsamen Kettenzügen, die mit ca. 8 m/min verfahren.
Typischer Fall von unbrücksichtigter STörfalltolleranz. Der Kettenzug stopt bei Überlast oder Fehlerfall. Die anderen Züge werden zwar als Gruppe ebenfalls abgeschaltet, fahren aber noch ein klein wenig länger bis Sie zum Stillstand kommen. diese Strecke reicht aus um die Last zu unglücklich zu verteilen das einige Züge extrem überlastet werden.
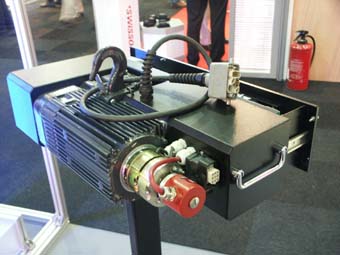
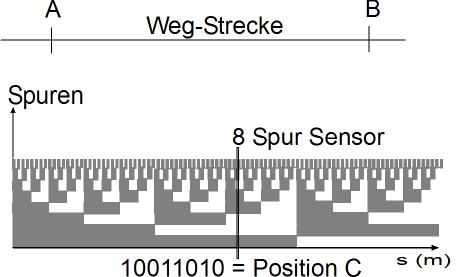
Absolutwertgeber, zu jedem Zeitpunkt ist die absolute Position verfügbar. Durch mögliche Plausibilitätsüberprüfungen ist dies die sicherste Wegerfassung. Zurzeit ist der Absolutwertgeber zwingend erforderlich, um eine SIL 3 Klassifizierung zu erreichen.
Sehr gut zu sehen der rote Absolutwertgeber am Kettenzug (Bild: Herbert Bernstädt)Jederzeit ist die absolute Position anhand des Bitmusters eindeutig zuzuordnen (Bild: Herbert Bernstädt)
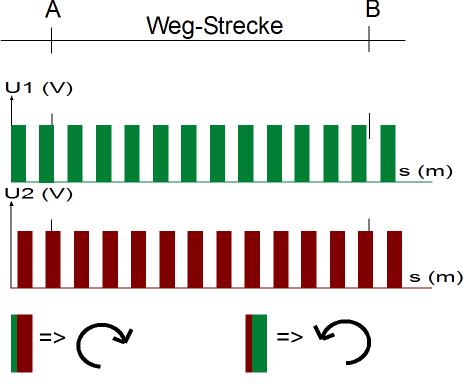
Impulszählung mittels A B Spur-Encoder. Die zwei um 90° versetzten Spuren erlauben der Elektronik eine Drehrichtung zu erkennen, je nachdem ob die 2. Spur dem ersten Signal voreilt oder nacheilt. Nachteil: Werden Zählerstände nicht zu jeder Zeit gespeichert, wie es meist nach Abschalten der Anlage der Fall ist, müssen wieder neue Referenzwerte eingegeben werden.
Zweispurincrementalgeber liefern neben der Wegstekke in Form von impulsen auch die Richtung in welche die Impulse gezählt werden müssen. Das Prinzip finden wir auch bei Movinglights wieder wenn die repositionierung der Pan und Tiltachse realiesiert wird. (Bild: Herbert Bernstädt)
Richtungserkennung durch Versatz der Spuren (Bild: Herbert Bernstädt)Encoder mit richtungserkennung auf Getriebeendschalter montiert (Bild: Herbert Bernstädt)
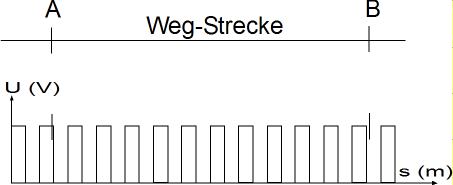
Impulszählung mittels diverser Schalter, Lichtschranken und Näherungsschalter, Inkrementalgeber. Nachteil: es erfolgt keine Richtungserkennung. Wird der Antrieb gestoppt und läuft der Motor bis zum Einfallen der Bremsen einen kurzen Moment nach, können Impulse nicht definiert werden, ob die Last den Zug nach unten bewegt hat oder der Zug bei Leerlauffahrt durch Masseträgheit weiter Aufwärtsimpulse liefert. Ein systematischer Drift ist die Folge.
Ein Näherungsschalter ist an der Nähe der Motorwellenschraube und schaltet bei den Schraubenflanken ein. Es werden Pro Umdrehung 6 Impulse geliefert. (Bild: Herbert Bernstädt)
Anzahl der Impulse entspricht Strecke (Bild: Herbert Bernstädt)
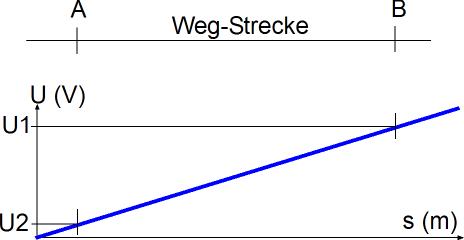
Auswertung mittels analoger Potentiometer. Nachteil: relative Ungenauigkeit und Verschleiß. In Fernsehstudios werden zur Positionierung von Leuchtenhänger auch gerne Potentiometer eingesetzt. In diesem Bereich sind diese durchaus funktionell und ausreichend.
Präziser Drehwiderstand (Potentiometer – kurz Poti) zur Wegerfassung. Wird meist auf ein Getriebeendschalter auf die durchgeführte Welle angeflanscht. (Quelle ASM)
Spannung des Potis (Spannungsteiler) entspricht der Entfernung bzw. des eingeschlagenen Drehwinkels. (Bild: Herbert Bernstädt)
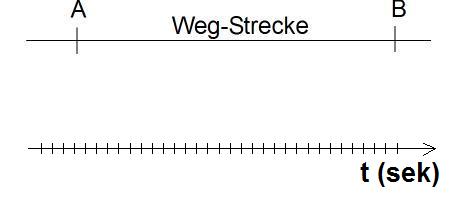
Zulätzt könnte man noch mittels Fahrzeit rückschlüsse auf die hinterlegte Strecke schließen. Es erfolgt keine Rückmeldung über den tatsächlichen zurückgelegten Wert. Der einfachste Weggeber ist das Mitstoppen der Zeit bei einer konstanten Geschwindigkeit. Man wird überrascht sein wie exakt ein solches System sein kann, wenn die Zeit vom Steuerrechner, der die Fahrt auslöst, in Längenstrecken umgerechnet wird. Eine solche Lösung ist selbstverständlich nicht als „Erfassung“ zu deklarieren und demnach auch nicht für sicherheitsrelevante Aufgaben einsetzbar.
Je länger der Zug fährt um so größer ist die zurückgelegte Strecke. Dies funktioniert durchaus brauchbar, wenn man kein tippbetrieb oder nur extrem kurze strecken fährt. (Bild: Herbert Bernstädt)
Tragmittel
Hochfester zäher Federbandstahl bisher nicht bekannter Güte ist praktisch verschleißfrei. So war es naheliegend, diesen Vorteil auch für die Hebezeuge der Veranstaltungstechnik zu nutzen mit der Erkenntnis, dass ein flaches Band auf einer Umlenkrolle weniger Geräusche verursacht als ein gedrilltes Stahlseil. Auch können diese Stahlbänder aufgrund ihrer Geometrie in mehreren Lagen übereinander aufgerollt werden. Nebenbei ist dieses glatte Band viel unauffälliger, da Lichtreflexionen die bei runden Objekten wie Stahlseil oder Kette immer auch zu jedem Betrachter reflektiert werden, hier von der glatten flachen Seite kaum wahrgenommen werden. Auch verdreht sich eine Einzellast nicht, wie es bei Stahlseilen aufgrund der Geometrie zwangsläufig auftritt. Moderne Bandführungen erlauben sogar einen beachtlichen Schrägzug.
Für Synchronaufgaben oder gleichbleibende Geschwindigkeit muss ein Algorithmus den Frequenzumformer korrigieren, damit die unterschiedliche Antriebsgeschwindigkeit, die durch Umfangszunahme während des Aufwickeln auftritt, ausgeglichen wird. (Bild: ASM)In der Praxis hat sich gezeigt, das das blanke Federstahlband unauffälliger ist als ein schwarz brünniertes Stahlband, da die reflektiernede Oberfläche die umgebung wiedergibt und damit besser im nichts verschwindet. (Bild: Herbert Bernstädt)
Bandzug mit kippbar gelagerten Antrieb für Schrägzug (Quelle: ASM) (Bild: ASM)
Gewöhnlich trifft man in einem Theater auf Stahlseile. Aber als mobile Punktzuganlage sind nur wenige Sonderkonstruktionen bekannt. Denn um die Seile normgerecht in einer Lage aufzuwickeln, werden Trommeln mit einem Mindestdurchmesser benötigt. Dies bedarf enorm Platz und macht eine Winde für den mobilen Einsatz sehr unhandlich. Unwesentlich ist dabei der Aspekt, dass ein laufendes Seil auch geringe Geräusche verursacht. wenn die einzelnen Seelen über die Umlenkrollen geführt werden. Die Ablegereife für das verschleißbehaftete Stahlseil wird auch in der DIN 15020 definiert.
Mobiele Stahlseil-Winde. Sie kann über den Rollenboden dort plaziert werden wo man den zug benötigt. (Bild: Herbert Bernstädt)
5.2.6.2 Bei Stahlketten muss sichergestellt sein, dass mindestens drei Kettenglieder formschlüssig im Eingriff des Antriebs (Kettennuss) sind.
Ist zur Aufnahme des Tragmittels nur sehr beschränkt Platz bzw. ist die hängende Last extrem schwer, so haben sich Ketten bewährt. Diese können relativ hohe Lasten aufnehmen und sind zudem sehr kompakt in einem Sack zu verstauen. Natürlich besteht die Gefahr, dass die Kette verdreht vom Kettenzug eingezogen wird, aber moderne Kettenzüge weisen einen „Jam free“ Ketteneinlauf auf, der wirkungsvoll ein Verklemmen bzw. im ungünstigsten Fall das Zerstören der Kette verhindert.
6-Taschen Kettennuss auf Antriebswelle (Bild: Herbert Bernstädt)6 Taschennuss mit aufgelegter Kette (Bild: Herbert Bernstädt)
Kettennuss auf Trägerplatte (Bild: Herbert Bernstädt)Fast fertig aufgebaute Kettentasche mikt eingeführter Kette (Bild: Herbert Bernstädt)Kunststoffführung für den Einlass der Kette (Bild: Herbert Bernstädt)
Geschlossenes Kettengehäuse mit unten zu sehen einer Kunststoffplatte. Damit kann die verwirbelte Kette sauber eingeführt werden und verhindert das geführtete zerstären der Kette durch den Kettenantrieb. (Bild: Herbert Bernstädt)
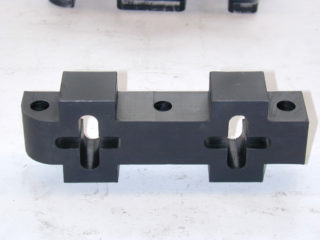
Alternative 8 Taschen Nuss (X-Drive):
ALternative Kettennuss (X-Drive) mit 8 Taschen bez. Kraftaufnahmepunkte (Bild: Herbert Bernstädt)Alternative Kettennuss (X-Drive) mit 8 Taschen mit eingelegter Kette (Bild: Herbert Bernstädt)
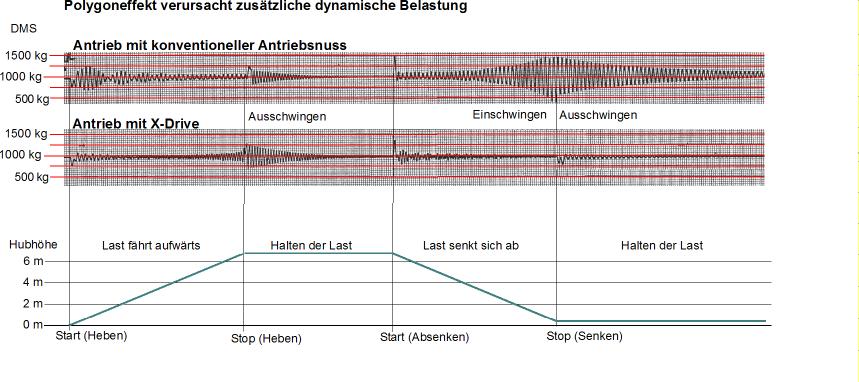
Das aufschwingen der Kette durch den Antrieb wird Polygoneffekt genannt. Hier der Vergleich von konventionellen Antriebsnuss zu X-Drive. (Quelle: ASM) (Bild: ASM)
Der Verschleiß von gehärteten Ketten ist zwar wesentlich geringer als der von „normalen“ Ketten, dennoch werden die „weichen“ Ketten gerne im Tourneebetrieb eingesetzt, da diese wesentlich unempfindlicher gegen Einkerbungen sind. Genau genommen muss man sagen, dass der weiche Werkstoff zwar leichter Gebrauchsspuren aufweist, wenn man z. B. auf die Kette einen Kettenzug unsanft ablässt. Aber diese Spuren haben nicht die verheerende Auswirkung wie bei gehärtetem Material, bei dem eine Kerbe dann das Brechen der Kette bedeuten kann. So werden harte Ketten hauptsächlich bei Festinstallationen eingesetzt und weiche Ketten im Tourneebetrieb. Ketten werden hauptsächlich bei langsamen Hebeaufgaben eingesetzt, auch weil der Polygoneffekt der Kette einen unruhigen Lauf und Schwingungen verursacht, damit der dynamische Faktor erhöht ist sowie schnelle Fahrten problematisch sind.
Sicherheitsrelevanter Kraftfluss
Mit einem dynamisch selbsthemmenden Getriebe ist eine der Grundanforderungen der BGV C1 „Sicher gegen ungewollte Bewegung“ schon durch die Mechanik gegeben. Hier ist auch bei Ausfall einer Phase kein unkontrolliertes Absinken der Last möglich. Bei bremsenbehafteten Systemen gibt es einmal die Variante dass sich eine Rutschkupplung vor dem sicheren Halt der Bremse befindet. Wenn eine erhebliche Überlast vorliegt, wird die Rutschkupplung auslösen. Ein Einfallen der Bremsen nach Not-Aus z. B. bleibt dann ohne Wirkung. Deshalb wird oft bei Umbauten zu BGV C1 vom Sachverständigen das Verstiften der Kupplung gefordert. Die Überlasterkennung muss auf anderem Weg erfolgen. Oder es gibt anders auf´gebaute bremsenbehaftete System. Hier ist nur im Fahrbetrieb eine Gefährdung durch die Rutschkupplung zu erkennen. Befindet sich der Zug im Stillstand, tragen beide Bremsen zuverlässig die Last.
Der Sicherheits relevanter Kraftfluss einmal im Statischen Zustand betrachtet und einmal wenn die Bremsen geöffnet sind und der Zug unter Motorkraft verfahren wird. (Bild: Herbert Bernstädt)
Steuerung
DIN 56950 7.6.2.2 Befehlseinrichtung für maschinentechnische Einrichtungen
Die Bewegungsrichtung muss von einem Hubbefehlsgeber eindeutig angezeigt werden.
(Ein kurzes Aufflackern einer Leuchte, die aufgrund von Wegfall der Versorgungsspannung entsprechend der vorhin beschriebenen Maßnahme, nicht mehr anzeigt, erfüllt diese Funktion nicht.)
Bei gegenläufigen Bewegungen sind diese eindeutig anzuzeigen.
Die Bewegung muss zum Stillstand kommen, wenn der Hubbefehlsgeber losgelassen wird (Totmannschaltung).
Die Hubbefehlsgeber müssen gegen unbeabsichtigter und unbefugter Betätigung gesichert sein.
Bei mehreren Steuerstellen muss der Fahrtbefehl gegen die anderen Steuerungen verriegelt sein.
DIN 56950 Abschnitt 7.6.3.1.1 Asynchrone Gruppenfahrt ohne Gruppenabschaltung
DIN 56950 Abschnitt 7.6.3.1.2 Asynchrone Gruppenfahrt mit Gruppenabschaltung
DIN 56950 Abschnitt 7.6.3.2 Synchrone Gruppenfahrt
DIN 56950 Abschnitt 7.7 Sicherheitsbezogene Funktionen und Steuerfunktionen im Fehlerfall
Für elektrische, elektronische und programmierbare Funktionen ist eine Gefahrenanalyse durchzuführen.
Für das System folgt eine Gesamtgefahreneinschätzung nach DIN EN 61508.
Die allgemeinen Anforderungen an Steuerfunktionen im Fehlerfall sind in der DIN EN 60204-32 (VDE 0113 Teil 32) beschrieben.
DIN 56950 Abschnitt 7.7.2 Vorsehen von Redundanz
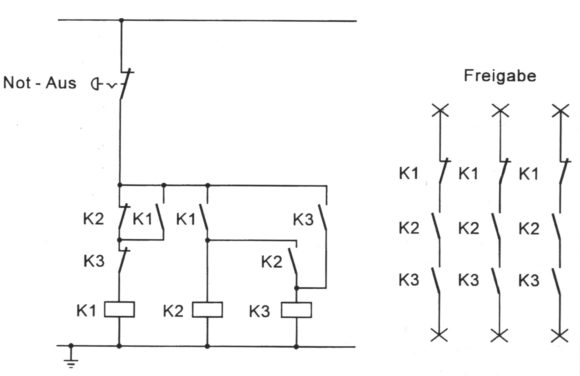
Schütze und Relais in Schutzeinrichtungen sind grundsätzlich redundant auszuführen und zusätzlich zu überwachen. (Man spricht hier auch von zwangsgeführten Relais, deren weiteres Kontaktpaar mechanisch mit dem ersten verbunden ist, um ein Aneinanderkleben der Arbeitskreise durch Schaltabbrand signalisieren zu können. Redundant bedeutet einen zweiten unabhängigen Weg wie z.B. zeitverzögertes Abschalten der Versorgungsspannung, oder Sicherheitsschaltungen gemäß der nach dem Risiko geforderten Klasse und dementsprechender Ausführung.)
DIN 56950Abschnitt 7.9.3 Programmierbare Steuerungen bei sicherheitsrelevanten Funktionen
Einkanalige programmierbare Steuerungen dürfen nicht für sicherheitsrelevante Funktionen verwendet werden.
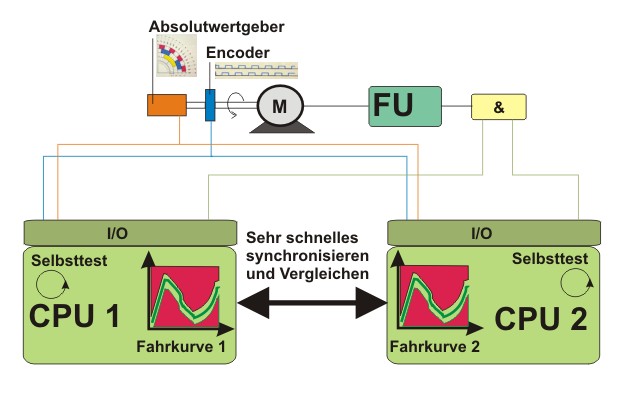
Zweikanalige programmierbare Steuerungen können für sicherheitsrelevante Funktionen verwendet werden und müssen mindesten SIL 3 aufweisen.
Beispiel zu einer diversitären redundanten Bewegungserfassung um die gewolte Bewegungsfahrt zu überprüfen. (Bild: Herbert Bernstädt)
DIN 56950Abschnitt 7.10 Programmierbare Steuerungen ohne sicherheitsrelevanten Funktionen
Keine besonderen Anforderungen, um z. B. Gruppen zu bilden. Keinen Einfluss auf sicherheitsrelevante Funktionen. Die Anwahlrückmeldung muss rechnerunabhängig angezeigt werden. Geschwindigkeits- und Positionswerte dürfen vom Rechner weiterverarbeitet werden, wenn sie nicht für das sicherheitsrelevante Erreichen von Zielpunkten genutzt werden.
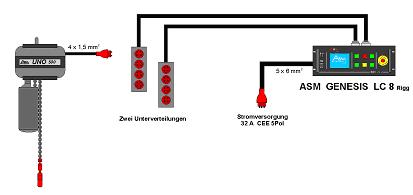
Dieses System, das nur die phasengewendete Stromversorgung dem Kettenzug zuliefert, erlaubt nur eine Gruppenbildung ohne Gruppenabschaltung, da eine Rückmeldung der Signale zur Steuerung fehlt und damit keine gesamte Gruppe beim Auftritt eines Fehlers angehalten werden kann.
Vorteile ist das imServicefall man schnellen zugang zu Rack hat und dort alle relevanten Elemente im Direkten zugriff vorfindet. Der Kettenzug ohne Elekronik ist meist robust und beinahe ausfallsicher. (Bild: Herbert Bernstädt)
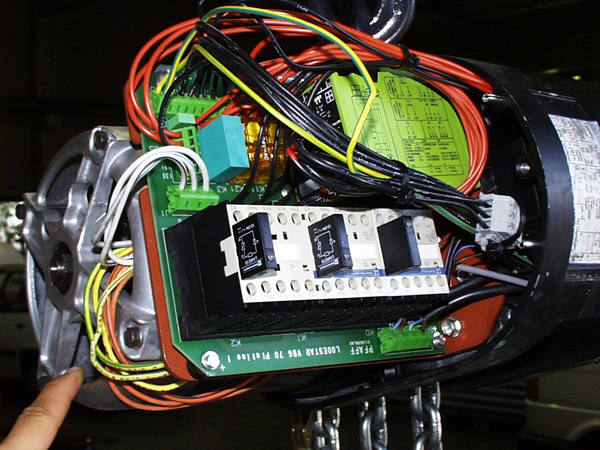
Schütze im Kettenzug
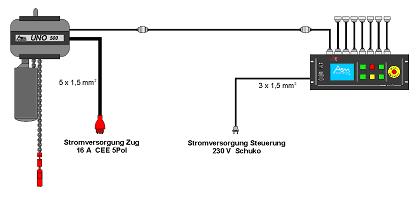
Sehr deutlich sind zwei Wendeschütze, die verriegelt die Antriebsrichtung schalten, sowie ein in Reihe geschaltetes Hauptschütz als redundantes Schaltelement zur Not-Abschaltung zu erkennen. Tritt hier ein Kontaktkleben an einem Schütz auf, so muss der Service am Kettenzug erfolgen, der dann oft schwer erreichbar in der Decke hängt, im Gegensatz zu dem vorher beschriebenen System. Vorteil bei einer Verkabelung wie nebenstehend gezeigt ist bei diesem System, dass Fehlermeldungen an die Steuerung gesendet werden können. Eine Gruppenabschaltung wird hierbei möglich. Fehler in der elektronischen Steuerung dürfen ein Stillsetzen nicht verhindern. Wird ein Fahrtsignal allein durch einen Halbleiter geschaltet, so kann ein Schluss des Halbleiters erfolgen. Diese Steuerung beinhaltet Gefahrenpotenzial.
Kettenzugsteuerung ohne Schütze in der Steuerung (Bild: Herbert Bernstädt)
Beispiel einer Schützschaltung gemäß AK4 (Bild: BIA Report)Schaltbild Schützsteuerung, neben den drei obligatorischen Schützen die nach Verkleben eines Schützes ein unbeabsichtigtes fahren des Motors unterbindet, sind sehr gut die Schtzbeschalltung an den Bremsen zu sehen, damit die beim abschalten der Induktivität der Bremsspule die Spannungsspitze begrenst. (Quelle: Pfaff Silberblau) (Bild: Pfaff Silberblau)
Die praktische umsetzung, drei schütze sitzen auf der Platine welche im Kettenzug oberhalb des Motors angeordnet ist. (Bild: Herbert Bernstädt)
ABB: schuetz.jpg, ktzpfaff1.jpg, ktzabele1.jpg
STeckverbinder für VBG C1 Züge benötigen mehrere Steuersignale und demnach ist ein Sonderstecker unausweichlich. (Bild: Herbert Bernstädt)
Steuerungssystem über bidirektionale digitale Bus-Steuerung
DMX ist unidirektional und damit für eine Ansteuerung nicht geeignet, da keine Fehlermeldung zur Steuerung erfolgt. Weiterhin ist ein DMX-Signal bei Störungen ohne Fehlererkennung und erfüllt somit keine Anforderungsklasse. Bleiben die bewährten Industriebus-Systeme wie CAN-Bus, Interbus, Ethernet … die der Anforderung gerecht werden.
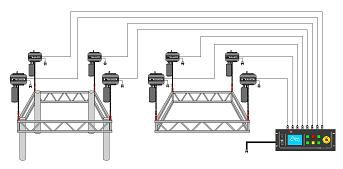
Sternförmige Vernetzung
Nachteil: höherer Verkabelungsaufwand
Vorteil: Der Ausfall eines Motors beeinträchtigt die Funktionsweise der anderen Motoren nicht.
Sind die Treiber galvanisch getrennt, so kann selbst ein Schluss auf der Leitung die Funktionsweise der anderen Züge nicht beeinträchtigen.
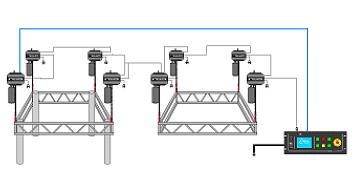
Ringförmige Vernetzung
Vorteil: einfacher Verkabelungsaufwand
Nachteil: Der Ausfall eines Motors beeinträchtigt die Funktionsweise der folgenden Motoren.
Blaue Linie: durch das schließen zu einem Ring ist es möglich auch von der zweiten Seite in das System einzusteisen um somit die Ausfallgefahr erheblich zu minimieren. Jetzt müsste schon an zwei Stellen die Leitungen unterbrochen werden.
Ein havariertes Pre-Rigg, bei dem nur ein Motor ausgefallen ist, lässt sich leichter handhaben als wenn eine gesamte Motorengruppe ausgefallen ist.
Dieses Beispiel ist als Ring aufgebaut, so dass ein zweiter Fehler erst ein Kreissegment lahmlegt.
Theoretisch unbegrenzt Abhängig vom Physical Layer
Je nach Übertragungstyp bis 128 pro Segment
31 (je 4E, 4A: Total 124E, 124A) 62 (je 4E, 3A: Total 248E, 186A)
100 Stationen pro Segment 1.024 Stationen pro Netzwerk
Telegramm-Länge
256 Worte
Typische Größe 128 Byte
Minimal 72 Byte
Nutzdaten-Länge
244 Byte
8 Byte
1–228 Byte
1 Byte
1 … 1.500 Byte
Steuerungsfunktionen
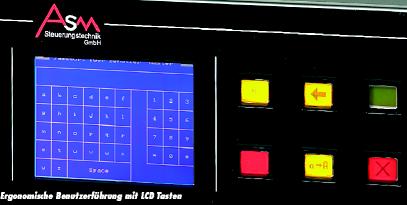
„Grafisches User Interface (GUI) ist die Schnittstelle Mensch-Maschine“
Hier ein gelungenes Design: LCD-Tasten wechseln die Farbe und Information nach den aktuellen Erfordernissen. Die Bedienung erfolgt im wechselseitigen Kontext zum Touch. So hat der Bediener für die Aktivierung z. B. eines Fahrbefehls das Druckgefühl eines echten Tasters und im Display werden nur die Informationen angezeigt, die für die momentane Tätigkeit auch benötigt werden.
Die Grafische User Schnittstelle (GUI) – also die eindeutige intuitive und Einfache Bedienung ist Vorraussetzung für ein sicheres ARbeiten. (Bild: Herbert Bernstädt)
Es sollte auch ein Augenmerk auf den Funktionsumfang der Steuerungssoftware und deren Ergonomie gerichtet werden. Hier einige Beispiele:
Hand Einrichtfahrt, jederzeit ob im Programmier- oder im Showmodus sollte ein Zug (Gruppe) anwählbar und verfahrbar sein.
Zielfahrt über Zeit, insbesondere bei Ausfall von Weggeber kann man eine Show unter besonderer Beobachtung durchführen.
Zielfahrt über Geber
Que Speicherung, die Positionen und Beschleunigungsrampen einer Verwandlung
Sequenzenspeicherung, das sequenzielle Aneinanderreihen verschiedener Verwandlungen
Sequenzablauf – Go, das Abfahren einer Verwandlung über einen Go Befehl
Sequenzablauf – Timer, das Abfahren einer Verwandlung zu einem bestimmten Zeitpunkt (Totmannschaltung muss aktiv sein)
Sequenzablauf – Ereignis, das Abfahren einer Verwandlung zu Ereignissen, wie Erreichen einer bestimmten Position von Zug x. (Totmannschaltung muss aktiv sein)
Delay, Wait, Loop, Link, damit erhält man die Möglichkeit, verschiedene ständig wiederholende Bewegungen oder Bewegungsabschnitte automatisch ausführen zu lassen.
Gruppe lose (Gruppe Asyncron, ohne Gruppenabschaltung), entsprechend einer Anwahlhilfe. Züge aus der Gruppe können jederzeit herausgenommen werden. Ein Auftreten eines Fehlers an einem Zug hat keine Auswirkung auf die Fahrt der anderen Gruppenzüge.
Gruppe Asyncron, mit Gruppenabschaltung, entsprechend einer Anwahlhilfe. Züge aus der Gruppe können jederzeit herausgenommen werden. Ein Auftreten eines Fehlers an einem Zug stoppt alle Züge innerhalb der Gruppe.
Gruppe Synchron (Synchronfahrt), Züge aus der Gruppe fahren synchron oder alle Züge innerhalb der Gruppe werden gestoppt. Bei der nächsten Verwandlung können Züge aus der Synchronen Gruppe bei anderen Gruppenkonstellationen mitarbeiten. (Senken und Kippen von Leinwänden)
Verbundgruppe (Verriegelung der Gruppentypen), dabei werden über eigenen geschützten Userbreich Gruppen angelegt, bei denen es nicht möglich ist einen Zug aus dieser Gruppe heraus alleine zu verfahren (Plateau verfahren)
Strahlenfahrt (Kippen einer Leinwand mit mehr als zwei Zügen pro Achse)
User Verwaltung in verschiedenen Hierarchie-Ebenen, Zugangsbeschränkung, Passwortfunktion
Help Funktion
Logfile Fehler / Bedienereingaben
Externer Trigger, Midi, DMX, SMPTE, An
Preview Funktion
Negative Höhen einstellbar
Importieren und exportieren der Show und Anlagedaten
wünschenswerte Funktion: Presets
wünschenswerte Funktion: Patch
wünschenswerte Funktion: beliebig viele Shows/Gruppen/Cues
wünschenswerte Funktion: Record – Momentaufnahme
wünschenswerte Funktion: offline Simulationsmodus
Es sollte zu jeder Zeit die Möglichkeit gegeben sein direkt auf die Antriebe zuzugreifen sowie während einem Showablauf die nächste Verwandlung im Previewmodus zu betrachten und zu editieren.
Das Betriebssystem ist für die Betrachtung der Benutzerschnittstelle Mensch-Maschine zweitrangig.
Dagegen soll im Hinblick auf sicherheitsrelevante Funktionen das Betriebssystem echtzeitfähig und sein Verhalten vorhersehbar sein. Bei Windows z. B. sind die Ereignisse nicht vorhersehbar, darüber hinaus ist kein Quellcode bekannt, um diese Ereignisse zu verstehen. So ist Windows als Betriebssystem für sicherheitsrelevante Funktionen absolut ungeeignet.
Eine unabhängige Überprüfung der Software ist auch über die CE TE COM möglich.